by Murat Ertürk on 13 Şubat 2018
METALDE ÇATLAMA FİKRİ..
 Yüksek mukavemetli çelikler ve lazer kaynağı, otomobil gövdesi üretiminde gittikçe yaygınlaşmaktadır. Fakat bu iki şeyi birleştirmek sıcak çatlak oluşumu için önemli bir risk oluşturuyor. Şimdi bir çözüm var.
Yüksek mukavemetli çelikler ve lazer kaynağı, otomobil gövdesi üretiminde gittikçe yaygınlaşmaktadır. Fakat bu iki şeyi birleştirmek sıcak çatlak oluşumu için önemli bir risk oluşturuyor. Şimdi bir çözüm var.
Çeliği hafif bir malzeme olarak sınıflandırmak, terimlerle çelişki gibi görünebilir. Bununla birlikte, hemen hemen tüm diğer materyalden çok, çelik, kullanıcıların doğru alaşım kompozisyonunu seçerek ve ısı uygulayarak mekanik özelliklerini ayarlamalarına olanak tanır. Bu , geleneksel çeliklerden yapılmış daha ağır ve daha kalın cidarlı kısımlarla aynı kuvveti emebilen yüksek mukavemetli çeliklerden daha küçük, daha hafif ve daha ince cidarlı parçalar yapma kabiliyeti gibi büyük potansiyele sahiptir.
Bununla birlikte, aynı zamanda, bu malzemeler çatlamaya duyarlı olmaları nedeniyle birleştirme işlemini daha da zorlaştırıyor. Bu özellikle, eksenel simetrik, yuvarlak parçalar için geçerlidir – tipik bir örnek, dişli bir tekerlek ile bir şanzıman arasındaki bir mafsaldır – kaynak mafsallarının sonunda, uç kraterlerin oluşumunu önlemek için lazer gücünün düştüğü belirli problemleri ortaya çıkarmaktadır. Bu çatlaklar, çalışma koşulları altında dikişin uzun vadeli dayanımını azaltır ve bu nedenle DIN EN ISO 13919 standardında kabul edilmez niteliktedir.
“Sıcak çatlakların oluşumu, enerjinin anahtar deliğine nasıl aktarılacağından etkilenebilir”.
Sıcak ve soğuk çatlaklar
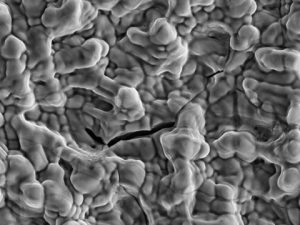
![]()
Kaynaklı derzin tamamı lehimden sıcak çatlamak. Kredi: Marcel Schäfer
Şu anda soğukta çatlamayı önlemenin iki ana yöntemi var . Bir seçenek, alaşımın kompozisyonunda lokal değişiklikler yapmak için kaynak teline dolgu teli olarak başka bir malzeme eklemektir. Diğer teknik, parçayı yeterince yüksek bir sıcaklığa önceden ısıtmaktır.
Her iki metodun arkasındaki fikir , dikişte daha az martensit (çelikten çok sert bir bileşen) üretmektir ; çünkü bu kristalin yapının aşırı miktarı, yüksek bir sertleşme seviyesine ve aynı zamanda artan hacmi.
Aksine, sıcak çatlaklar , alaşım bileşimi, yapısal tasarım ve parçadaki dikişin konumu arasındaki karmaşık bir etkileşim sonucu oluşur.
İş parçasındaki termal yükü belirleyen kaynak işlemi parametrelerinden de etkilenirler. Sıvı metal eriyiğinin katı bir halde geçişi sırasında kaynak işleminde sıcak çatlaklar oluşur; diğer bir deyişle, soğutma işlemi sırasında. Bu, malzemenin aynı anda stres ve genleşmesine yol açar; parçalanmalar, bazıları düşük erime fazlarının birikimi gösteren tane sınırları boyunca (kristaller halinde) devam eder.
Sıcak çatlaklar çok küçüktür ve nadiren birkaç milimetreden daha uzar. Bu çalışma, gerçek kaynak mevduatında oluşan sıcak çatlaklar üzerine yoğunlaşmıştır. Bu katılaşma çatlakları genellikle yüzeyin altına gömülür ve tespit edilmesi zordur. Soğuk çatlaklara kıyasla, sıcak çatlaklar, taramalı elektron mikroskopu (SEM) altında görülebilen, serbestçe katılaşmış dendrit yüzeyleri ile karakterizedir.
Anahtar anahtar deliğinde
Derin nüfuz kaynağında kaynak işlemi sırasında enerji iletimi, lazer ışını malzemeyi buharlaştırdığında gerçekleşir. Ortaya çıkan buharlaşma basıncı , bir anahtar deliği olarak bilinen derin, buhar dolu bir deliğin oluşumuna yol açar . Bu anahtar deliğinin dinamik davranışı nedeniyle sıvı hareketi, kaynak eklemi boyunca ilerledikçe lazer ışınının oluşturduğu erimiş malzeme havuzunda meydana gelir.
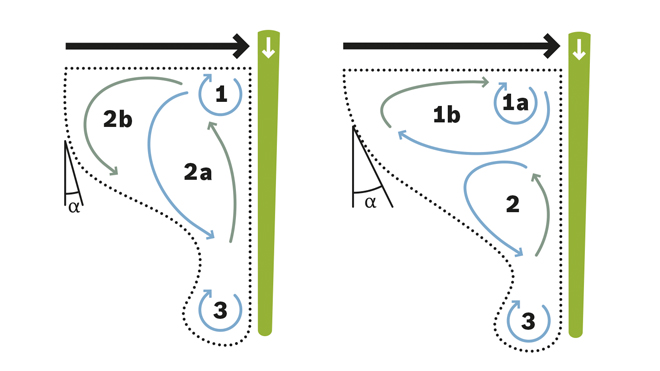
Kaydırılmış bir odaklanma konumu ile kaynak yaparken sıvı dinamiğindeki değişiklikler. Kredi: Gernot Walter
Erimiş metal, havuzun üç boyutlu geometrisini etkileyen eriyik havuzunun arka bölümünde oluklar üreten anahtar deliği çevresinde akar. Anahtar deliği, eriyik akış, sıcak çatlaklar gibi bu üç faktör arasındaki korelasyon bir periyodiktir: Anahtar deliğinin ve eriyik havuzunun salınımlarının frekansı, sıcak çatlakların oluştuğu frekansı gösterir. Bu aynı zamanda tersi de geçerlidir; Başka bir deyişle, eriyik havuz eddileri ve kaynak havuzu geometrisi, enerjinin anahtar deliğine iletilme şekli ile etkilenebilir. Bu eriyik havuz hareketlerini analiz etmek için çeşitli ölçüm teknikleri kullanılmıştır. Kaynak havuzunda akış olgusunun medyan imajını oluşturarak işlemin ayak izi elde etmek için yeni bir yöntem geliştirildi .
“Bu üç faktör – anahtar deliği, eriyik akış, sıcak çatlaklar – bir periyodiktir.”
Bu teknik, akış koşulları hakkında bilgi toplamak için erimiş havuza x-ışınlarıyla yörüngelerini izlemek ve izlemek için ek parçacıklar önermektedir. Bilim adamlarının gözlemlediği fenomenlerden birisi, odağın konumu bir Rayleigh boyu kaydırıldığında eriyik havuzunun üst kısmındaki girdapların dönüş yönünün tersine çevrilmesiydi. Aynı zamanda odak pozisyonunun aynı şekilde kaymasının sıcak çatlak duyarlılığının düştüğü de gözlemlendi.
Termo-mekanik simülasyonlar , bir taraftan erimiş havuzun modifiye akış fenomeni ve modifiye geometrisi arasındaki bağlantıyı ve bir taraftan çatlak oluşumunu azaltmak için kullanıldı. Bu, maksimum gerilme yerinin de erimiş havuz geometrisindeki değişikliklerin sonucu olarak odak pozisyonu ile tandem. Bu bulgular, sıcak çatlaklar oluşması için gerekli koşulları etkilemek için kullanılabilir. Sonuç olarak, sıcak çatlaklardan kaçınmak için yapılması gereken “tek” şey, akış özelliklerinde ve dolayısıyla eriyik havuzunun geometrisinde yeterince güçlü bir etki yaratmaktır. Araştırmacılar, enerjinin anahtar deliğine teslim edilme biçimini değiştirmeye yönelik çeşitli seçenekler geldi.
“Bunlar, eriyik havuz geometrisindeki değişiklikler sonucunda maksimum gerilme konumunun odak pozisyonuyla birlikte kaydırıldığını ortaya koydu.”
Bir yaklaşımda, farklı parlaklıktaki lazerler (ışın parametre ürünü 2 mm * mrad ila 24 mm * mrad), farklı odaklama koşullarıyla kullanılmıştır. Bir başka bilim insanı, aynı optik ve mekanik sınır koşullarını korurken lazerin dalga boyunun (1.03 μm ve 10.6 μm) etkilerini araştırdı. Ne yazık ki, bu yaklaşımlardan hiçbiri başarılı değildi. Her iki durumda da ekip, çatlakların biçim ve özelliklerini değiştirmeyi başardı, ancak çatlak oluşumunu tamamen ortadan kaldıramadı. Aynı zamanda, daha yüksek kaynak hızları kullanıldıklarında çatlak duyarlılığında belirgin bir artış tespit ettiler.
Çift atılım
Marcel Schäfers’in yaklaşmakta olan doktorunun bir kısmı yüksek mukavemetli çeliklere katılmaya odaklanmaktadır. Deneylerini TRUMPF Lazer Uygulama Merkezi’nde ve Kiriş Araçları Enstitüsünde (IFSW) Stuttgart Üniversitesinde gerçekleştirdi. Kredi: Marcel Schäefer
Bu atılım, birden fazla yöntemi aynı anda uygulayarak gerçekleştirildi. Çatlakları önlemenin ilk yolu , ana kirişin çıkış gücünü birincil bir kirişe ve 72: 28 oranında bir ikincil kirişe bölme işlemini içeren çift kiriş kaynağıyöntemidir. Kirişler tandem olarak düzenlendiği sürece -birincil kiriş ilerledikçe- birincil kiriş izleyen ikincil kirişle- ve ikincil kiriş kirişlerin paylaşılan eriyik havuzundaki belirli bir noktaya yöneltildiğinde, çatlamanın tamamen engellenmesi mümkündür. Bununla birlikte, bu, aralığın seçilen lazer çıktı gücü tarafından belirlenen her durumda eriyik havuzunun uzunluğuna ayarlanmasını gerektirir. İkinci teknik, zaman modülasyonlu bir lazer ışını kullanarak kaynak yapmaktır.. Sürekli modülasyonun genlik derecesini seçerek, kaynak derinliğine ve kaynak hızına bakılmaksızın, geniş bir yelpazedeki modülasyon frekansında tamamen çatlamayı ortadan kaldırmak mümkündür.
Eriyik havuzundaki akış özelliklerinin analizi ve geometrisi, zaman modülasyonlu gücün önemli bir fark yarattığını ortaya koymuştur . Kaynak işlemi sırasında eriyik havuzunun uzunluğundaki dalgalanmaların termodinamik yüzey ölçümlerini yapmak ve bu dalgalanmaları önemli ölçüde azaltmak da mümkündür. Bu, süreç davranışını izlemek ve dengelemek için kullanılabilecek ölçülebilir bir parametre üretir. Gerçek parçalardaki birkaç test serisi, bu yöntemin yüksek mukavemetli çeliklerin ileride çatlama yapmadan kaynak için önemli bir potansiyel sunduğunu ortaya koydu.
Bu makale “Lazer Topluluğu” # 24 (Trumpf’dan lazer dergisi)